 English▼
English▼




فئات المنتجات
- بطارية خط إنتاج / طيار
- الجمعية مختبر البطارية
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Electrode Preparation
- لي أيون "البطارية المواد"
- المواد الكاثودية النشطة
- المواد النشطة الأنود
- Customized Battery Electrode
- مواد الخلية العملة
- رقاقة الليثيوم
- أجزاء خلوية أسطوانية
- جامعي البطارية الحالية
- مواد موصلة للبطارية
- المنحل بالكهرباء والحقيبة
- Metal Mesh
- الموثق البطارية
- فاصل وشريط
- فيلم صفح الألومنيوم
- قطاع النيكل / احباط
- Battery Tabs
- مواد الجرافين
- Nickel Felt
- Titanium Fiber Felt
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- كل آلة تجميع البطارية
- Lithium Battery Production Plant
- صندوق قفازات فراغ
- أفران
- الضغط الهيدروليكي
- Large Press Machine
- Coaters
- PVD Coater
- Ultrasonic Spray Coater
- مطحنة الكرة
- الكواكب الطرد المركزي خلاط / مطحنة
- آلة المختبر
- رغوة القطب المعدني
اتصل بنا
- إذا كانت لديك أسئلة، يرجى الاتصال بنا، وسيتم الرد على جميع الأسئلة
- WhatsApp : +86 18659217588
- البريد الإلكتروني : David@tmaxcn.com
- البريد الإلكتروني : Davidtmaxcn@gmail.com
- إضافة : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

آلة طلاء القوالب ذات الفتحات المزدوجة الجوانب
Model Number:
TMAX-ZL-J750-40الدفع:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- البريد الإلكتروني : David@tmaxcn.com
- البريد الإلكتروني : Davidtmaxcn@gmail.com
- Wechat : 18659217588
السابقة:
1GWh EV بطارية السيارة LFP 30Ah 50Ah 100Ah خلية المنشورية خلية الألومنيوم خط إنتاج خليةالقادم:
جهاز اختبار ضيق الهواء (الكشف عن الهيليوم)
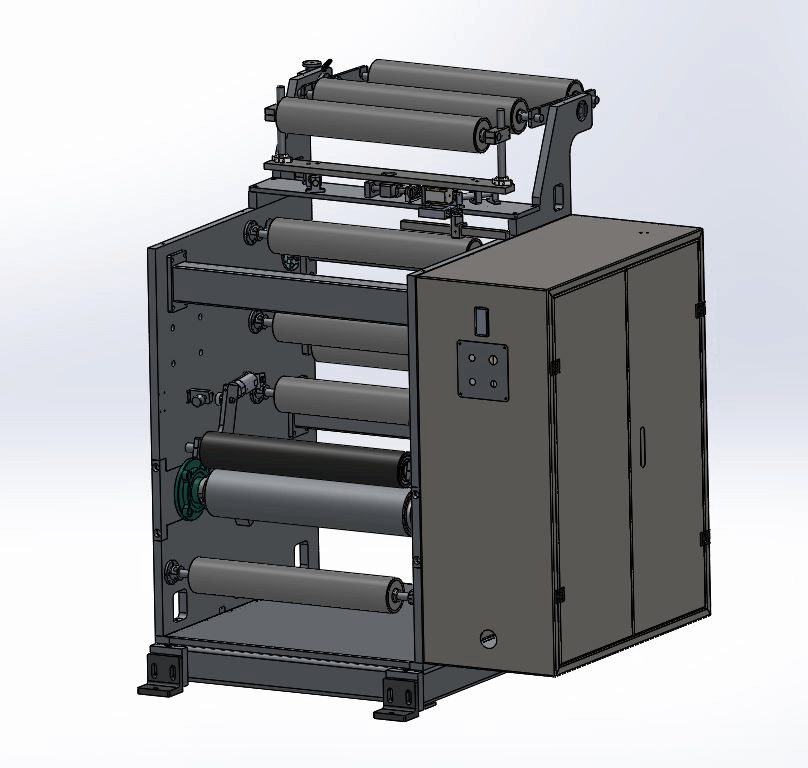
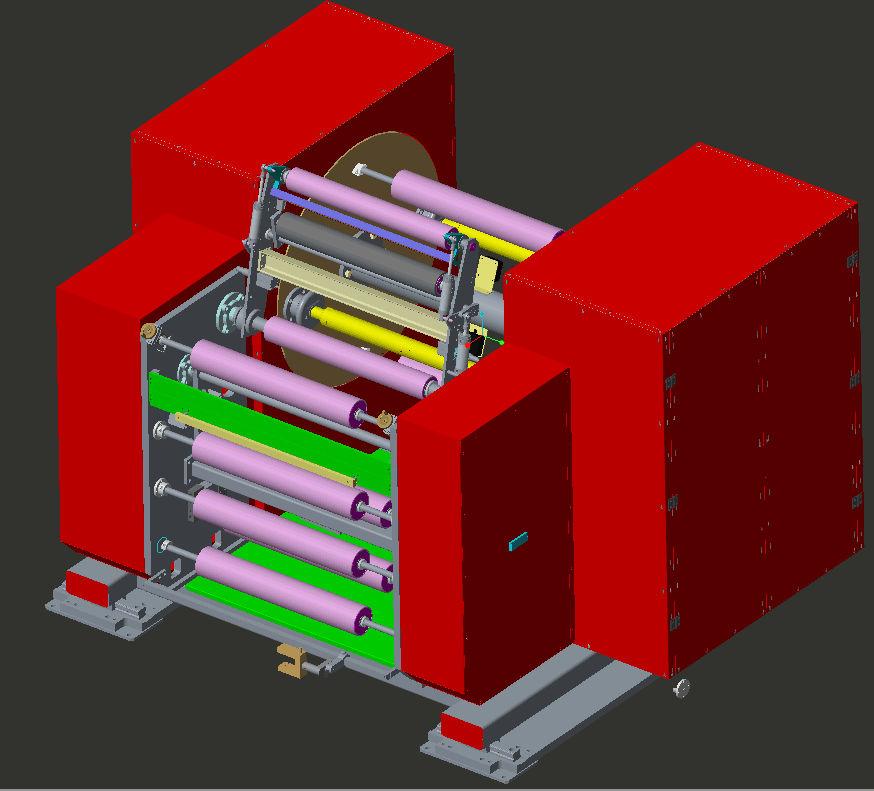
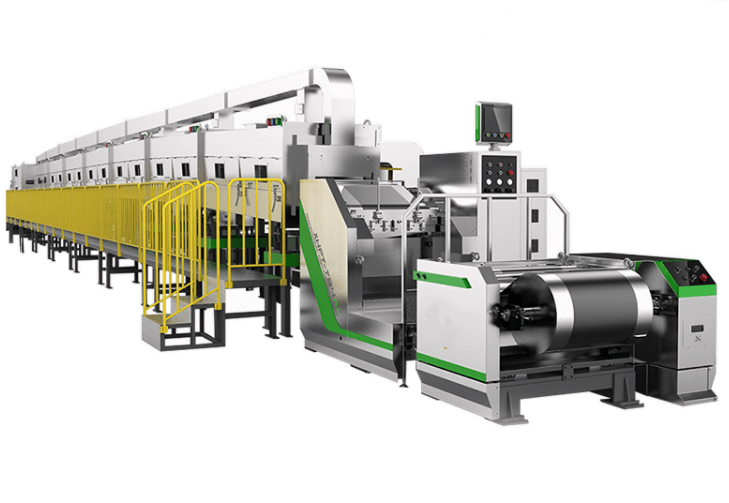
أنا. مقدمة موجزة عن هيكل المغطى
1. آلية الفك
2. آلية طلاء (مجموعتان)
3. آلية الفرن (طبقة مزدوجة 40 م)
4. آلية الجر (مجموعتان)
5. آلية اللف
6. نظام التحكم
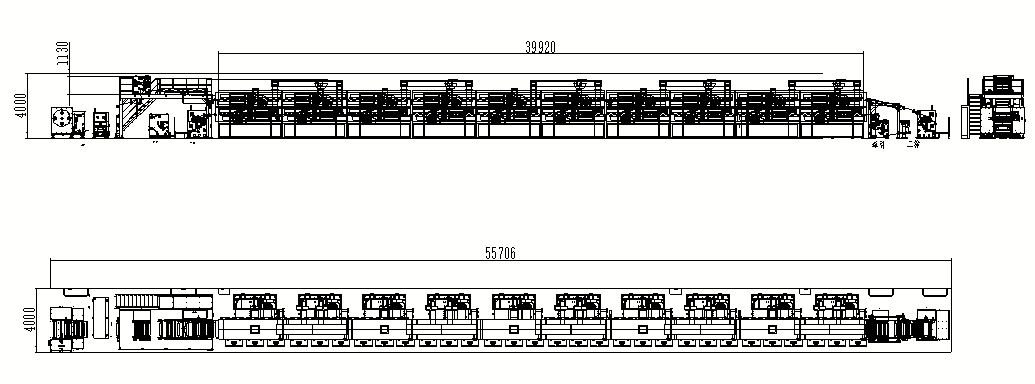
الحجم الكلي والوزن لمعدات الطلاء:
بحجم : الطول 55000 مم * العرض 4000 مم (باستثناء مساحة الصيانة) * الارتفاع 4000 مم
دبليو ثمانية: حوالي 40 تي
نظرة عامة على الوظيفة:
ZL - ي سلسلة آلة طلاء هي المهنية معدات طلاء القطب بطارية الليثيوم.
▲ ينطبق على عملية طلاء فوسفات حديد الليثيوم الزيتية أو المائية ، وأكسيد الكوبالت الليثيوم الزيتي ، والثالث ، ومنغنات الليثيوم ، ومنغنات الليثيوم والنيكل والكوبالت ، والجرافيت الكربوني السالب الزيتي أو المائي ، وتيتانات الليثيوم وأنظمة الملاط الأخرى ؛
▲ باستخدام نظام التحكم في شد الحلقة المغلقة PID الأوتوماتيكي بالكامل ، يمكن أن تصل دقة التحكم في التوتر إلى مستوى ± 1n ؛
▲ يتم استخدام الأجزاء القياسية المستوردة مثل نظام التحكم Siemens PLC ومحرك مؤازر عالي الدقة لضمان الاتساق الفائق واستقرار منتجات الطلاء من حيث كثافة السطح والحجم. تصل نسبة الأجزاء القياسية المستوردة في الأجزاء القياسية للآلة بأكملها إلى 85٪.
▲ مع خصائص الطلاء عالي السرعة والدقة العالية والاتساق العالي ، فهي معدات الطلاء المفضلة لبطاريات الطاقة.
ثانيًا. المعلمات الفنية والتكوين الرئيسي للمعدات
( أ ) التكوين الرئيسي للمعدات :
ن ا. |
ن أمي |
مكان المنشأ |
1 |
أ التبديل الأشعة تحت الحمراء |
شنايدر (فرنسا) |
2 |
PLC |
سيمنز (ألمانيا) |
3 |
تي شاشة ouch |
سيمنز (ألمانيا) |
4 |
م نقي |
سيمنز (ألمانيا) |
5 |
تتابع متوسط |
شنايدر (فرنسا) |
6 |
أجهزة السيارات |
سيمنز (ألمانيا) |
7 |
محرك سيرفو مباشر (DDR) |
ريكسروث (ألمانيا) |
8 |
كشف ضغط التغذية |
أجهزة الاستشعار BD / Valcom (ألمانيا / اليابان) |
9 |
مضخة قياس الدقة |
Heishin (Japan) |
10 |
اسطوانة احتكاك منخفضة |
Tengcang (اليابان) |
11 |
مخفض كوكبي |
نيوكاسل (ألمانيا) |
12 |
قاطع دائرة |
شنايدر (فرنسا) |
13 |
قواطع التيار المتردد |
شنايدر (فرنسا) |
14 |
مرحل الحالة الصلبة |
Xinda (Taiwan) |
15 |
الحماية الحرارية |
شنايدر (فرنسا) |
16 |
تي هيرموستات |
اومرون (اليابان) |
17 |
التصحيح التلقائي للانحراف |
Aibo (محلي) |
18 |
التوتر التلقائي الكامل |
التحكم في حلقة مغلقة PID (عصامي) |
19 |
محرك التفريغ الرئيسي (الاستقبال) |
سيمنز (ألمانيا) |
20 |
العين الكهربائية الألياف البصرية |
KEYENCE (اليابان) |
21 |
محمل كروي ذو أخدود عميق (رأس الآلة) |
NSK (اليابان) |
22 |
أسطوانة طلاء |
طلاء الكروم الصلب (عصامي) |
23 |
بكرة التوجيه |
Φ 118 سطح من سبائك الألومنيوم مطلي بأكسيد ، إنهاء RC0.4 (محلي) |
24 |
تحويل التردد |
ريكسروث (ألمانيا) |
25 |
سكين ضبط صريف الحاكم |
كينز (اليابان) |
26 |
مروحة (ستانلس ستيل) |
هونغ جيان (محلي) |
27 |
رأس البثق |
ميتسوبيشي |
28 |
مقياس الضغط الرقمي |
بود (السويد) |
29 |
مكونات تعمل بالهواء المضغوط |
SMC (اليابان) |
( ب ) الأجزاء المعرضة للخطر : |
|||||
رقم. |
ن أمي |
ماركة |
س الكمية |
وقت المخزون |
ص الزمارك |
1 |
أسطوانة فولاذية |
التحكم الذاتي |
1 قطعة / مجموعتين |
30 يوما |
مواد طلاء الكروم المستوردة |
2 |
أسطواني الصلب |
NSK / NTN |
2/1 مجموعة |
15 يوم |
حسب دورة الشراء |
3 |
أنبوب تسخين |
المنزلي |
3 قطعة / مجموعة |
يوم 1 |
|
4 |
الحرارية |
المنزلي |
1 قطعة / مجموعة |
يوم 1 |
تتكيف مع أطول مسار تجفيف |
5 |
مفتاح البراغي السداسي الداخلي |
المنزلي |
1 مجموعة / مجموعة |
يوم 1 |
|
6 |
مفتاح براغي قابل للتعديل |
المنزلي |
1 قطعة / مجموعة |
يوم 1 |
|
7 |
حلقة ختم جسم الصمام |
المنزلي |
1 مجموعة / وحدة |
يوم 1 |
|
8 |
مفتاح العزم |
اليابان |
1 مجموعة / وحدة |
15 يوم |
|
9 |
يموت شاحنة رفع الرأس |
المنزلي |
1 مجموعة / وحدة |
15 يوم |
|
10 |
منصة رخامية |
المنزلي |
1 مجموعة / وحدة |
10 أيام |
|
11 |
أنبوب التغذية |
المنزلي |
12 م / مجموعة |
يوم 1 |
|
12 |
أخذ العينات القطب |
المنزلي |
1 مجموعة |
2 أيام |
|
13 |
س له |
TMAX |
3 مجموعات / وحدة |
15 يوم |
|
( ج ) نظام تغذية أوتوماتيكي : مجموعة من نظام التغذية الأوتوماتيكي (60 لتر) هي المعيار.
(د) لون المظهر : باستثناء الجزء المصنوع من الفولاذ المقاوم للصدأ ، يتوافق لون الصندوق مع بطاقة الألوان القياسية التي يوفرها الطالب.
( ه ) وظائف الجهاز:
رقم. |
ص جثم |
تي معلمة echnical |
ملاحظات |
1 |
نظام مناسب |
فوسفات حديد الليثيوم الزيتية أو المائية ، أكسيد الكوبالت الليثيوم ، منغنات الليثيوم ، ثلاثي ، منغنات الليثيوم والنيكل والكوبالت ، تيتانات الليثيوم ، الجرافيت الكربوني ، إلخ |
|
2 |
معلمات الركيزة التشغيلية |
رقائق الألومنيوم (Cu): سمك 9 ~ 25um ؛ العرض 300 ~ 720 مم ؛ قطر لفة ماكس 500 مم ؛ الوزن الأقصى 500 كجم. |
|
رقائق النحاس (النحاس): سمك 4.5 ~ 30 ميكرومتر ؛ العرض 300 ~ 720 مم ؛ قطر لفة ماكس 500 مم ؛ الوزن الأقصى 500 كجم ; |
إما ضوء جانب واحد أو ضوء جانبي مزدوج |
||
3 |
عرض تصميم سطح اللفة |
750 مم |
|
4 |
عرض طلاء مضمون |
200 ~ 680 ملم |
|
5 |
سرعة تشغيل المعدات الميكانيكية |
4 0 م / دقيقة |
|
6 |
سرعة طلاء المعدات |
1 -3 2 / دقيقة ; |
ذلك يعتمد على حالة التجفيف |
7 |
مناسبة لزوجة الملاط |
2000 ~ 16000 كبس ( ص تنافسي عمود ) 1000 ~ 16000 كبس ( ن قطب egative ) |
|
8 |
نطاق سمك الطلاء الجاف أحادي الجانب |
40 ~ 200 جم / م 2 |
|
9 |
الطول الأدنى المتقطع |
سرعة طلاء العلامة & lt ؛ 5 مم في غضون 15 م / دقيقة ؛ سرعة الطلاء فوق 25 م / دقيقة < 8 مم ؛ |
|
10 |
الحد الأدنى لطول الطلاء لأقسام متعددة |
50 ملم |
سرعة الطلاء≤ 12 م / دقيقة |
11 |
خصائص المذيبات |
مذيب زيتي NMP (s.g = 1.033 ، b.p = 204 ℃) |
|
مذيب مائي H2O / NMP (s.g = 1.000 ، b.p = 100 ℃) |
|
||
12 |
محتوى صلب مناسب |
ص قطب تنافسي S . 60٪ ± 20٪ |
|
ن قطب egative س . جيم 50٪ ± 15٪ (PVDF النظام) س . ج. 50٪ ± 10٪ (SBR النظام) |
|
||
13 |
ص roportion |
ص قطب تنافسي 1.5 - 2.59 / سم 2 ن قطب egative 1 ~ 1.89 / سم 2 |
|
14 |
طريقة الطلاء |
طبقة مزدوجة أمامية وخلفية بطبقة فاصلة غير متساوية على ثلاث مراحل / تتبع تلقائي للجانب الثاني / طلاء مستمر / طلاء شبكي للمجال |
|
15 |
وضع تغيير لفة |
كتيب |
|
16 |
اتجاه تشغيل الركيزة |
طلاء للأمام ، الركيزة إلى الأمام والخلف عملية احباط فارغة |
|
( F ) مقدمة هيكلية لكل جزء :
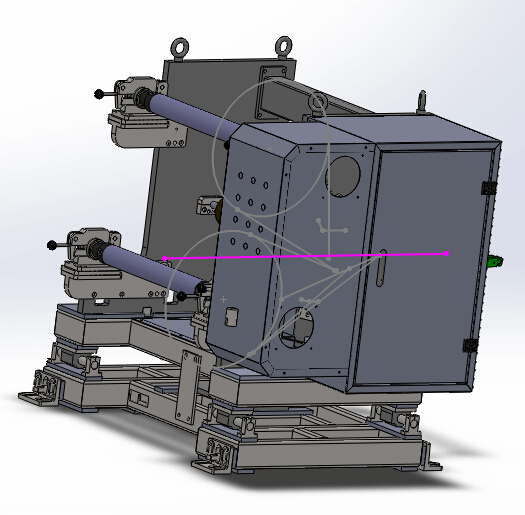
1 、 آلية فك اللف (ذراع مزدوج دعم اللف اليدوي) :
رقم. |
المشروع |
تي معلمة echnical |
ملاحظات |
1 |
هيكل تركيب الأسطوانة |
تركيب لوحة عمودية متكاملة للمعالجة CNC (سمك 30 مم). |
|
2 |
معالجة سطح الأسطوانة |
معالجة أكسدة السطح لأسطوانة الألمنيوم المعدنية ، صلابة السطح HRC65 ؛ نفاد دائري على شكل لفة ≤ 20 ميكرون ; خشونة السطح Ra0.2 ؛ التوازي ≤ 0.1 مم ؛ |
|
3 |
نظام التحكم في التوتر |
وضع التحكم في سرعة الحلقة المزدوجة المغلقة: 1. التحكم المتزامن PID للفة المتأرجحة 2. محرك سيرفو يضبط التوتر في الحلقة المغلقة. جدول عرض الشد يعرض قيمة الشد 3. نطاق الشد القابل للتعديل هو 0-300n ، وتقلب الشد ≤ ± 1.5٪ |
|
4 |
طريقة التصحيح |
التحكم الآلي EPC ، السكتة الدماغية 120 مم |
|
5 |
طريقة اللف |
حل اللفائف لأعلى ولأسفل |
|
تم إصلاح الأسطوانة بعمود قابل للنفخ مقاس 3 بوصات |
|
||
فك عمود توسيع الهواء المزدوج ، دعم على الوجهين |
|
||
منصة استقبال الحزام اليدوي ، وضع شريط الضغط المزدوج |
|
||
6 |
اتجاه تشغيل الركيزة |
إلى الأمام والخلف |
|
7 |
سرعة الركيزة الركيزة |
50 م / دقيقة |
|
8 |
الحد الأقصى لقطر فك اللفة |
Ф500 مم |
|
9 |
قدرة التحمل القصوى لعمود نفخ |
600 كجم |
|
10 |
عدد أعمدة الفك القابلة للنفخ |
2 مقالات |
|
11 |
نظام التحكم |
اضبط زر تشغيل الوظيفة لإكمال العمليات مثل توصيل الشريط ، والإيقاف المؤقت ، والتوقف في حالات الطوارئ ، والدوران الأمامي والخلفي ، والمحاذاة اليمنى واليسرى ، إلخ. |
|
12 |
سرعة الاسترخاء |
يتم التحكم في سرعة فك اللفة بواسطة PLC وفقًا لسرعة الطلاء المحددة وبيانات تغيير الشد في الوقت الفعلي ؛ يتم توفير طاقة الفك بواسطة محرك AC + مخفض التوربينات ؛ |
|
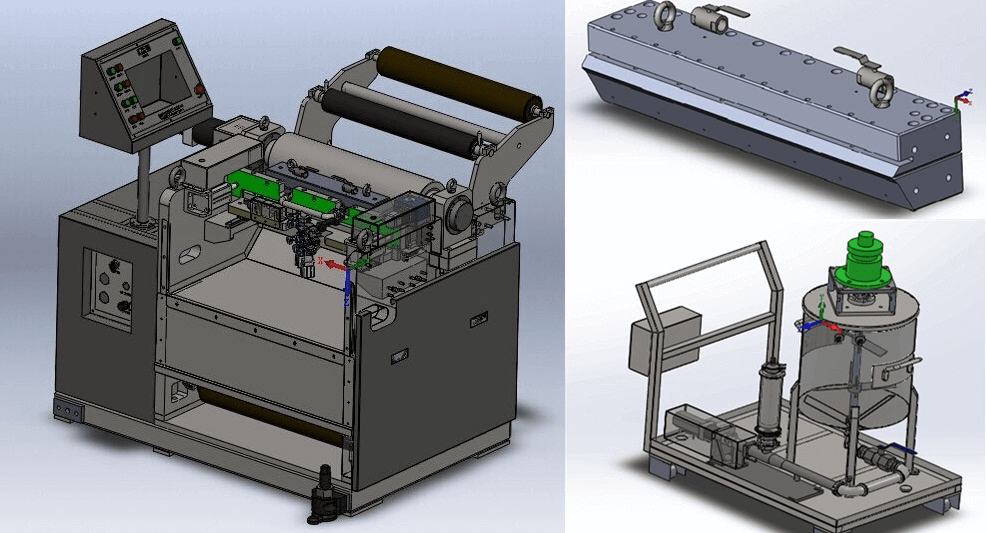
2 、 هيكل الرأس (طبقة واحدة ، طبقتان) :
رقم. |
ص جثم |
تي معلمة echnical |
ملاحظات |
1 |
وضع هيكل التثبيت |
سمك معالجة CNC يبلغ 70 مم هيكل لوحة عمودية متكاملة ، الوزن الإجمالي 2.6 طن ، يزيد من صفيحة الحديد المحمل الأرضي ، ويقلل من منطقة تحمل الأرض. |
|
2 |
محرك القيادة الرئيسي |
س محرك ervo |
|
3 |
هيكل الأسطوانة المطاطية |
لمنع عدم استقرار التوتر الناتج عن عدم فصل التوتر وضمان استقرار كثافة سطح الطلاء. |
|
4 |
تعديل المسافة بين رأس القالب وأسطوانة الطلاء |
يتعاون محرك سيرفو مع مستشعر الإزاحة المطلق عالي الدقة للتحكم في تتبع الحلقة المغلقة. المسافة مضبوطة من خلال الشاشة ، 1 ~ 5000 ميكرومتر ، دقة الضبط هي 0.1 ميكرومتر ، ودقة تحديد المواقع المتكررة هي ≤ ± 0.3 ميكرومتر. |
|
5 |
اختيار رأس يموت |
حافة القوالب لرأس البثق الخاص Mitsubishi مصنوعة من فولاذ كربيد الأسمنت المقاوم للتآكل والمقاومة للتآكل ، ويتم معالجة السطح بكربيد التنجستن أو نيتريد الكروم. الاستقامة والتسطيح ≤ 1.5 ميكرون |
|
6 |
هيكل تجويف يموت |
تم اعتماد رأس الطلاء ذو الفتحة (الرش) متعدد الضغط ، والذي يتمتع بقدرة قوية على التكيف مع العملية ويساعد على موازنة الضغط العرضي ، وذلك لجعل سماكة الطلاء العرضي متسقة ؛ تم تصميم القالب العلوي لرأس الطلاء بآلية ضبط الانحراف ، والتي يمكنها ضبط التوازي بين شفاه القالب العلوية والسفلية |
|
7 |
نظام مراقبة الضغط |
مراقبة ضغط التغذية ، مراقبة ضغط الارتداد ، مراقبة ضغط تجويف القالب ؛ يمكنه مراقبة عملية التغذية في الوقت الفعلي ، وإعطاء إنذار عند وجود انسداد ، بدقة ≤ 0.001mpa |
|
8 |
نظام التغذية |
مضخة لولبية دقيقة يابانية bingshen (مضخة 2nbl15f (sus + epdm)) + محرك سيرفو دقيق ، دلو دوران 60 لتر (حاوية المواد) ، ولها وظائف الكشف عن مستوى السائل وخلط مستوى السائل لمنع الترسيب والفيضان من الطين. |
|
9 |
وظيفة طلاء متقطعة |
تم اعتماد نظام صمام التحكم المتقطع المؤازر لضمان ثبات حجم الطلاء. |
|
10 |
وظيفة ترقق الرأس والذيل |
يمكن لنظام صمام التحكم المتقطع المؤازر ضبط وقت ترقق الرأس والذيل وضربة مفتاح الصمام المتقطع لضبط سمك الرأس والذيل في الوقت الفعلي. |
|
11 |
وظيفة الضبط الأفقي لرأس القالب |
اعتماد التوجيه الدقيق لقضيب التوجيه الخطي ووضع الضبط الأفقي اليدوي ، بحيث يمكن ضبط رأس القالب بشكل طفيف ± 10 مم في الوضع الأفقي ؛ تأكد من دقة المحاذاة الرأسية للجانبين الأمامي والخلفي |
|
12 |
مطابقة وتجميع الجزء العلوي من رأس القالب والجزء السفلي من رأس القالب |
يتم استخدام مفتاح عزم الدوران الرقمي لضمان اتساق التجميع ودقة رأس القالب. |
|
13 |
معالجة سطح الأسطوانة |
معالجة أكسدة السطح لأسطوانة الألمنيوم المعدنية ، صلابة السطح HRC65 ؛ نفاد دائري على شكل لفة ≤ 20 ميكرون ; خشونة السطح Ra0.2 ؛ التوازي ≤ 0.1 مم ؛ |
|
14 |
لفة طلاء (لفة فولاذية) |
السطح مطلي بالكروم الصلب المستورد بقطر Φ 295mm ؛ |
|
15 |
تي انتشون |
التحكم التلقائي الكامل في حلقة مغلقة PID توتر ثابت ، نطاق التوتر 1 نطاق 0 ~ 50n ، دقة التحكم في التوتر ± 1n |
|
16 |
الوقوف بمفرده موقف الرأس |
التركيب والتشغيل قبل التجفيف |
|
17 |
وظيفة المحاذاة بالليزر |
تُستخدم وظيفة المحاذاة بالليزر للحكم يدويًا على درجة المحاذاة. |
|
3 、 قناة التجفيف (فرن التعليق)
رقم. |
ص جثم |
المقياس التقني |
ملاحظة |
1 |
هيكل الفرن |
الأقسام الأربعة الأولى هي هيكل سفينة النقل الرئيسية ، والأقسام الستة الأخيرة هي هيكل فرن التعليق. |
|
2 |
طول الفرن |
40 مترًا (4 أمتار / قسم ، إجمالي 10 أقسام) |
|
3 |
تي استخراج المواد |
الفولاذ المقاوم للصدأ ، الخزان الداخلي المعيار الوطني SUS304 ، الخزان الخارجي المعيار الوطني SUS201 |
|
4 |
وضع القيادة لأسطوانة توجيه الفرن |
الأقسام الأربعة الأولى هي هيكل النقل الرئيسي ، والأقسام الستة الأخيرة هي فرن التعليق |
|
5 |
التحكم في درجة الحرارة |
وهي مقسمة إلى التحكم في الحماية للتحكم في درجة حرارة العمل العادي ومنبه مراقبة درجة الحرارة الزائدة. في حالة ارتفاع درجة الحرارة ، سيظهر إنذار مسموع ومرئي ، وسيتم قطع مصدر طاقة التدفئة الرئيسي ؛ يتم التحكم في كل قسم بشكل مستقل |
|
6 |
ح طريقة الأكل |
التدفئة الكهربائية ، هيكل دوران الهواء الساخن |
|
7 |
طاقة التسخين لفرن قسم واحد |
قسم واحد 24kw / 4m (أقصى قوة بدء) |
|
8 |
درجة الحرارة في قناة التجفيف |
التصميم بحد أقصى 150 درجة مئوية ، فرق درجة الحرارة في منطقة الفرن ذو المقطع الواحد ≤ 5 درجة مئوية |
|
9 |
درجة حرارة سطح الصندوق أثناء التشغيل |
≤45 ; سماكة حشوة القطن 100 مم ؛ |
|
10 |
وضع النفخ |
يمكن التحكم في نفخ الهواء العلوي والسفلي ، وحجم الهواء العلوي والسفلي على التوالي من خلال الصمامات ، والتي يمكن ضبطها بدقة ؛ تشترك غرف الهواء العلوية والسفلية في جسم التدفئة |
|
11 |
التحكم في حجم العادم لكل قسم |
تحكم مستقل وضبط دقيق من خلال صمام ميكانيكي |
|
12 |
هيكل فوهة الهواء |
يكون اتجاه النفخ للأقسام الأربعة الأولى 30 درجة من الأفقي ، ويتم شق أخدود فوهة الهواء بقالب خاص. الأقسام الخمسة الأخيرة عبارة عن خطافات فوهة هواء قابلة للتعديل. |
|
13 |
التحكم في المروحة |
التحكم في قواطع التيار المتردد |
|
14 |
التحكم في التدفئة |
مرحل الحالة الصلبة |
|
15 |
مادة المروحة |
المعيار الوطني SUS304 الفولاذ المقاوم للصدأ |
|
16 |
نظام استرداد المذيبات |
لا ، ساعد فقط في تركيب الواجهات |
|
17 |
إنذار تركيز المذيبات NMP |
توفير واجهة التثبيت. (يقتبس بشكل منفصل) |
|
18 |
مراقبة ضغط غرفة الهواء |
لا شيء (يجب ذكر هذه الوظيفة بشكل منفصل) |
|
19 |
حجم هواء العادم |
35000 متر مكعب / ساعة كحد أقصى |
|
4 、 آلية الجر: (2 مجموعات)
رقم. |
ص جثم |
المقياس التقني |
ملاحظات |
1 |
تصحيح زحف |
مثبتة عند مخرج قناة التجفيف ، تحكم أوتوماتيكي في EPC ، تأرجح ± 15 درجة ، مستشعر كهروضوئي |
|
2 |
تي انتشون |
وضع التحكم في سرعة الحلقة المزدوجة المغلقة: 1. التحكم المتزامن PID للفة المتأرجحة 2. محرك سيرفو يضبط التوتر في الحلقة المغلقة. جدول عرض الشد يعرض قيمة الشد 3. نطاق الشد القابل للتعديل هو 0-300n ، وتقلب الشد ≤ ± 1.5٪ |
|
يتم تحقيق قسم الشد عن طريق لفة القرص ولفة الجر |
|
||
3 |
وضع هيكل التثبيت |
تركيب لوحة عمودية متكاملة لمركز التصنيع باستخدام الحاسب الآلي (سمك 30 مم) |
|
4 |
أسطوانة الجر |
160mm الأسطوانة الفولاذية |
|
5 |
ماكنة لكبس المعادن |
Ø الأسطوانة المطاطية 120 مم ، الخبز السطحي EPDM |
|
6 |
محرك القيادة |
يتم تشغيل أسطوانة الجر بواسطة محرك سيرفو Siemens + مخفض الدقة |
|
5 、 آلية اللف (نوع القرص المزدوج رمح اللف التلقائي) :
رقم. |
ص جثم |
المقياس التقني |
ملاحظات |
1. |
وضع هيكل التثبيت |
تركيب لوحة عمودية متكاملة لمركز التصنيع باستخدام الحاسب الآلي (سمك 30 مم) |
|
2. |
توتر |
وضع التحكم في سرعة الحلقة المزدوجة المغلقة: 1. التحكم المتزامن PID للفة المتأرجحة 2. محرك سيرفو يضبط التوتر في الحلقة المغلقة. جدول عرض الشد يعرض قيمة الشد 3. نطاق الشد القابل للتعديل هو 0-300n ، وتقلب الشد ≤ ± 1.5٪ |
|
3. |
تصحيح الانحراف |
التحكم الآلي EPC ، السكتة الدماغية 120 مم |
|
4. |
أقصى قطر للملف |
قطر 800 |
|
5. |
رمح اللفاف نفخ |
المادة 2 (المعيار الوطني) |
|
6. |
لف المحرك |
يتم تشغيل طاقة اللف بواسطة محرك سيرفو Siemens + مخفض الدقة |
|
7. |
السعة القصوى |
600 كجم |
|
8. |
وضع تغيير لفة |
خاصية اللف والتغيير الأوتوماتيكية بدون توقف |
|
6 、 نظام التحكم :
رقم. |
ص جثم |
المقياس التقني |
ملاحظات |
1 |
نظام التحكم الرئيسي |
شاشة تعمل باللمس ، PLC ، وحدة ، نظام مؤازر |
|
2 |
وضعية التشغيل |
توقف يدوي وتلقائي وطارئ ؛ يمكن تشغيل الماكينة بالكامل قبل وبعد |
|
يمكن ضبط سرعة خط الطلاء وإعداد الطلاء وإعداد تخفيف الرأس والذيل وتردد المروحة وإعداد درجة الحرارة وعرضها وتسجيلها من خلال شاشة اللمس |
|
||
3 |
تحديد مدى الطلاء وطول متقطع |
طول الطلاء 20.0 ~ 3200.0mm |
|
4 |
حالة الإنذار |
الطول المتقطع: 5.0 ~ 3200.0 مم |
|
5 |
وظيفة العد |
عندما يفشل الجهاز ، ستعرض شاشة اللمس شاشة التصحيح المقابلة |
|
6 |
طريقة تعديل سمك الرأس والذيل |
كمية الإنتاج / الطول |
|
أنا ثانيًا 、 دقة المعدات
1 、 دقة الأجهزة
رقم. |
ص جثم |
المقياس التقني |
ملاحظات |
1 |
لفة طلاء (لفة فولاذية) |
جريان دائري ≤ 1.0 ميكرومتر ، Ra0.4 استقامة ≤ 1.5 ميكرومتر |
|
2 |
تصحيح الانحراف |
± 1 مم |
|
3 |
بكرة ألمنيوم |
جريان دائري ≤ 20um ، استقامة ≤ 20um |
|
4 |
أداة ضبط ضبط دقة التكرار |
± 0.1 ميكرومتر |
|
5 |
دقة التحكم في درجة الحرارة |
± 0.5 ℃ |
|
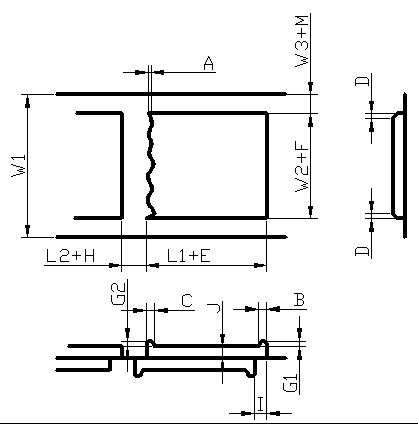
2 、 دقة الطلاء
غرض |
س إشعال |
المعلمات (30 م / دقيقة) |
|
A (لاحقة) |
≤ 1 مم (يتعلق بلزوجة الملاط وخصائص المادة الرابطة) |
ب (منطقة رأس غير طبيعية) |
5 ملم |
|
ج (منطقة الذيل غير طبيعية) |
6 مم |
|
D (منطقة تأثير الحافة) |
≤3 مم ; سماكة -10 أم |
|
E (خطأ في الطول) |
± 0.5 مم |
|
F (خطأ في العرض) |
± 0.5 مم |
|
م (خطأ في العرض) |
± 0.5 مم |
|
G1 (سمك الرأس) |
-5 ~ + 5 ميكرومتر |
|
G2 (سمك الذيل) |
-5 ~ + 5 ميكرومتر |
|
H (خطأ فارغ) |
± 0.5 مم |
|
أنا (خطأ محاذاة موجب وسالب) |
± 0.5 مم |
|
كثافة سطح واحد J (إزالة المناطق B و C و D) |
ضمن 1.2٪ |
|
نطاق الطول |
L1 (طول الفيلم) |
20.0 ~ 3200.0 ملم |
L2 (طول متقطع) |
5.0 ~ 3200.0 ملم |
|
L1 / L2 (طلاء + طول متقطع) |
L1 + L2 ≥120 مم |
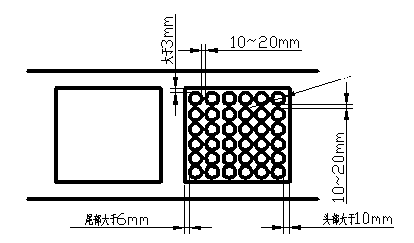
3 、 م طريقة التسهيل
منطقة القياس: 3 مم عند الحافة ، 5 مم في النهاية و 5 مم في البداية.
قياس أبعاد Φ 40mm أو وفقا لمتطلبات العملية للطالب
أنا الخامس 、 بيئة التثبيت والاستخدام
1) درجة الحرارة المحيطة برأس الماكينة هي 20 ~ 30 ℃ ، والباقي هو 10 ~ 40 ℃ ؛
2) الرطوبة النسبية لرأس الماكينة: RH موجب ≤ 35٪ ، رطوبة نسبية سالبة 98٪ ، والباقي ≤ 98٪ ؛
الخامس 、 س المرافق الداعمة
1) مزود الطاقة: 3Ph 380V ، 50Hz ، نطاق تقلب الجهد: + 8٪ - 8٪ ؛ إجمالي طاقة التشغيل لمصدر الطاقة هو 280KW ؛
2) الهواء المضغوط: بعد التجفيف والتصفية والتثبيت ، يكون ضغط المخرج أكبر من 5.0 كجم / سم 2 ؛
الخامس أنا 、 اتجاه الجهاز (اختياري)
1)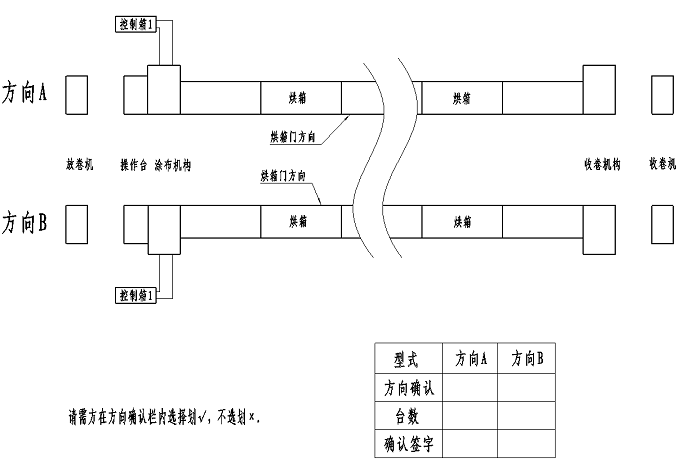
الجدول المرفق: قائمة مفصلة ببنود فحص القبول المسبق والقبول الرسمي للمعدات (نتائج الفحص مرفقة بتقرير القبول)
رقم. |
بنود التفتيش |
معيار التفتيش |
طريقة الفحص |
1. |
معلمات تكوين الجهاز |
الأبعاد الكلية للمعدات: إل (56000 مم) * دبليو (4000 ملم) * ح (4000 مم) |
شريط القياس |
طول الفرن: (4 م / قسم) × 4) + (4 م / قسم × 6 أقسام) = 40 م |
مسطرة |
||
أقصى قطر لللف والفك: φ 600mm |
مسطرة |
||
عرض لفة: 750 مم |
|
||
2. |
سلامة تكوين وظيفة المعدات |
جزء الفك (وظيفة تغيير لفة يدوية ، توتر ، تصحيح الانحراف ، عمود قابل للنفخ) |
تحقق بصريًا من الاتفاقية الفنية وجدول تكوين المعدات |
جزء الطلاء (القاعدة ، بكرة الطلاء ، نظام التغذية ، قالب مانيست المنزلي) |
|||
فرن (دائري ، نظام تسخين ، مجرى هواء خارجي إضافي) |
|||
جزء الجر (تصحيح انحراف السير ، شد الجر ، مجموعة بكرة الجر) |
|||
جزء اللف (وظيفة تغيير لفة يدوية ، توتر ، تصحيح الانحراف ، عمود قابل للنفخ) |
|||
نظام التحكم (الخزانة الكهربائية والأسلاك الداخلية وأسلاك الكابلات الخارجية) |
|||
قطع غيار التسليم (حسب محتوى الاتفاقية الفنية) |
|||
3. |
تأكيد العلامة التجارية للأجزاء القياسية |
100٪ حسب العلامة التجارية للأجزاء المشتراة والمحددة في الاتفاقية الفنية |
|
4. |
س معايير السلامة |
التشابك الميكانيكي والكهربائي ، وظيفة القفل الذاتي ، وظيفة الحماية التعريفي ؛ |
الفحص والتشغيل البصري |
موجه جرس الإنذار في كل منطقة قبل بدء تشغيل المعدات ؛ |
ا peration |
||
يجب وضع علامات تحذير السلامة على الأجزاء الخطرة مثل الحركة والضغط والقطع ومصدر الحرارة ؛ |
المرئية |
||
زر مفتاح إيقاف الطوارئ ، حبل أمان في منطقة الصيانة الداخلية (3 أماكن على الأقل) ؛ |
المرئية |
||
أغطية واقية لنقل الأجزاء المتحركة ؛ |
المرئية |
||
إنذار درجة حرارة الفرن الزائدة ووظيفة الحماية من انقطاع التيار الكهربائي |
عملية |
||
5. |
اختبار الدقة الميكانيكية |
لفة طلاء دائرية نفاد ≤ 1.0 ميكرون ; الاستقامة ≤ 1.5 ميكرومتر ; خشونة السطح Ra0.4 ، |
مؤشر الطلب ، أداة فحص خاصة |
نفاد دائري على شكل لفة ≤ 20 ميكرون ; خشونة السطح Ra0.2 |
اطلب مؤشر |
||
موازاة مرور الأسطوانة ≤ 0.1 مم (باستثناء مرور الأسطوانة للفرن) |
مؤشر الطلب ، أداة فحص خاصة |
||
6. |
تشغيل الحزام الفارغ (قم بتشغيل المادة الأساسية بشكل مستمر بسرعة 40 م / دقيقة لحوالي 500 م) |
1 م / دقيقة → 10 م / دقيقة → 30 م / دقيقة أخذ العينات المقطعية |
مقياس سرعة الدوران |
لا تجعد في المنطقة بأكملها ولا خدش على سطح الركيزة |
المرئية |
||
تعمل جميع الأجزاء المتحركة بسلاسة دون ضوضاء غير طبيعية ؛ حزام النقل خالٍ من الانحراف والتآكل ؛ |
المرئية |
||
ضبط درجة الحرارة لكل قسم من الفرن: درجة الحرارة العادية ~ 150 درجة مئوية |
التشغيل والتفتيش البصري |
||
يعمل تصحيح انحراف اللف والفك والجر بسلاسة دون اهتزاز مستمر |
التشغيل والتفتيش البصري |
||
باستثناء تصحيح الانحراف والفرن ، يكون انحراف المادة الأساسية لكل بكرة ≤ ± 1mm ؛ انحراف ركيزة لفة الطلاء ≤ 0.5 مم |
الفرجار |
||
قيمة ضبط التوتر 5 ~ 300N |
التشغيل والتفتيش البصري |
||
عند البدء والإيقاف ، يكون تذبذب التوتر ± 5N ؛ تذبذب التوتر ± 1n أثناء التشغيل العادي ؛ |
التشغيل والتفتيش البصري |
||
7. |
فحص الطلاء 30 م / دقيقة عملية طلاء 1200 م) |
سرعة الطلاء 30m / min ، وطريقة الطلاء يمكن أن تحقق طلاء مستمر ومتقطع |
ضبط القياسات |
نظام التغذية وخط الأنابيب محكم الإغلاق بشكل جيد دون تسرب المواد |
المرئية |
||
مظهر السطح المطلي جيد ، بدون جزيئات وخدوش ورقائق مكشوفة وحافة انتفاخ ضعيفة |
المرئية |
||
دقة كثافة جانب واحد: خطأ في الوزن ≤ ± 1.2٪ (باستثناء نطاق 8 مم عند الحافة) |
مقياس الميكرومتر الإلكتروني |
||
دقة كثافة السطح على الوجهين: خطأ في الوزن ≤ ± 1.5٪ (باستثناء النطاق 8 مم عند الحافة) |
مقياس الميكرومتر الإلكتروني |
||
مخلفات ≤ 1 مم (تتعلق بلزوجة الملاط وخصائص المادة الرابطة) |
مسطرة |
||
منطقة الرأس غير طبيعية ≤ 8 مم |
المسطرة ، ميكرومتر |
||
منطقة الذيل غير طبيعية 6 مم |
المسطرة ، ميكرومتر |
||
مساحة تأثير الحافة ≤ 3mm ، -10 ~ + 5um (تغير لزوجة الملاط أقل من ± 300cps) |
المسطرة ، ميكرومتر |
||
خطأ في الطول / خطأ فارغ في الساعة: ≤ ± 0.5 مم |
مسطرة |
||
خطأ العرض: ≤ ± 0.5mm |
مسطرة |
||
سمك الرأس والذيل: -5 ~ + 5um |
ميكرومتر |
||
خطأ محاذاة أفقية موجب وسالب: ≤ ± 0.5 مم |
إبرة ، مسطرة |
||
خطأ المحاذاة الطولية للجانبين الأمامي والخلفي: ≤ ± 0.5 مم |
إبرة ، مسطرة |
||
دقة التحكم في درجة الحرارة لفرن قسم واحد: ≤ ± 1 ℃ |
المرئية |
||
في المنطقة الأفقية فوق الطبقة السفلية بمقدار 10 مم ، انحراف درجة الحرارة لكل نقطة في فرن قسم واحد: ≤ ± 3 ℃ |
جهاز قياس الحرارة |
||
اختبار التجفيف ، بقايا المذيب: ≤ 1٪ (درجة حرارة ثابتة وقياس عينات مساحة الرطوبة) |
مقياس الميكرومتر الإلكتروني |
||
معدل استخدام المعدات: 97٪ (مشروع قبول رسمي) |
العملية والاختبار |
||
معدل تأهيل المنتج: 98٪ (مشروع قبول رسمي) |
العملية والاختبار |




 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

