 English▼
English▼




فئات المنتجات
- بطارية خط إنتاج / طيار
- الجمعية مختبر البطارية
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Electrode Preparation
- لي أيون "البطارية المواد"
- المواد الكاثودية النشطة
- المواد النشطة الأنود
- Customized Battery Electrode
- مواد الخلية العملة
- رقاقة الليثيوم
- أجزاء خلوية أسطوانية
- جامعي البطارية الحالية
- مواد موصلة للبطارية
- المنحل بالكهرباء والحقيبة
- Metal Mesh
- الموثق البطارية
- فاصل وشريط
- فيلم صفح الألومنيوم
- قطاع النيكل / احباط
- Battery Tabs
- مواد الجرافين
- Nickel Felt
- Titanium Fiber Felt
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- كل آلة تجميع البطارية
- Lithium Battery Production Plant
- صندوق قفازات فراغ
- أفران
- الضغط الهيدروليكي
- Large Press Machine
- Coaters
- PVD Coater
- Ultrasonic Spray Coater
- مطحنة الكرة
- الكواكب الطرد المركزي خلاط / مطحنة
- آلة المختبر
- رغوة القطب المعدني
اتصل بنا
- إذا كانت لديك أسئلة، يرجى الاتصال بنا، وسيتم الرد على جميع الأسئلة
- WhatsApp : +86 18659217588
- البريد الإلكتروني : David@tmaxcn.com
- البريد الإلكتروني : Davidtmaxcn@gmail.com
- إضافة : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
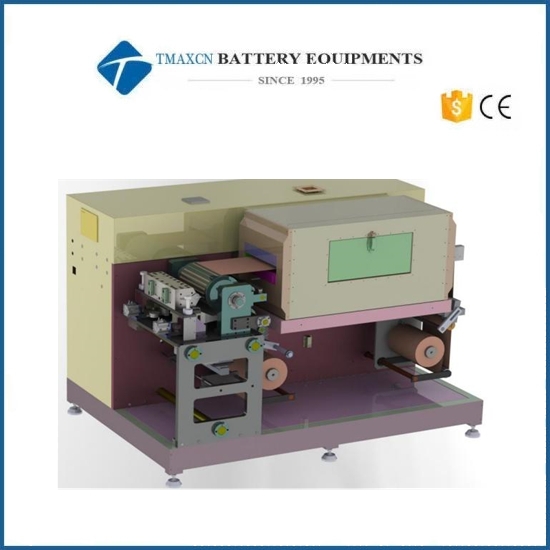
آلة طلاء القوالب ذات الفتحات المتقطعة مع فرن التجفيف ونظام اللف والفك
Model Number:
TMAX-SYF360ميناء الشحن:
Xiamenالدفع:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- البريد الإلكتروني : David@tmaxcn.com
- البريد الإلكتروني : Davidtmaxcn@gmail.com
- Wechat : 18659217588
آلة طلاء القوالب ذات الفتحات المتقطعة مع فرن التجفيف ونظام اللف والفك
مواصفات المعدات
1. سماكة الركيزة: رقائق الألومنيوم: 0.010--0.030mm رقائق النحاس: 0.006-0.030mm
2. عرض الركيزة: رقائق الألومنيوم: 100-320 مم رقائق نحاسية: 100-320 مم
3. أقصى طلاء رطب فيلم سماكة: 80-400 ميكرومتر (تحت ظروف لزوجة المعجون)
4. أقصى عرض للطلاء: 3 6 0 مم ،
5. أقصى عرض لسطح لفة الطلاء (لفة فولاذية): 45 0 ملم
6. سرعة النقل الميكانيكي: 0.5-7 م / دقيقة (السرعة القصوى)
7. سرعة الطلاء: 0.1-1.0M / min هي الأفضل (اعتمادًا على ظروف التجفيف ، تختلف السرعة اعتمادًا على الملاط) (يكون طلاء المكثف الفائق أسرع ، وعادة ما يمكن ضبطه على حوالي 1M / min).
8. طول الفرن: قسم واحد × 1. 5 م / قسم = 1. 5 م
أداء المعدات
1. طريقة الطلاء: طلاء بالبثق
مسافة الطلاء المتقطعة: 5-8000 مم ± 1 مم (قابلة للتعديل وفقًا لمواصفات البطارية).
2. دقة الطلاء:
2.1. خطأ دقة السماكة الجافة: القطب الموجب أحادي الجانب: ± 2.5 ميكرومتر قطب سالب ± 2.5 ميكرومتر (4-5 نقاط لقياس المقطع العرضي ، و 100 مم لمسافة قياس المقطع الرأسي).
2.2. خطأ المحاذاة للطلاء الأمامي والخلفي: ≤ ± 1.0mm
2.3 متوسط خطأ الطول: ≤ ± 1.0mm
2.4 متوسط خطأ العرض: ≤ ± 1.0 مم
ملاحظة: يجب أن تعمل الفهارس 1 و 2 أعلاه بشكل أفضل عندما تتطابق ظروف الملاط (اللزوجة ، حجم الجسيمات ، التوحيد ، إلخ) مع إعدادات المعلمات المختلفة للمعدات.
3. القطر الداخلي الأساسي: 3 بوصات مع عمود الهواء
4. السيطرة على التوتر: تأرجح شد ذراع التحكم PID
5. دقة تحكم التصحيح: ± 0.01mm؛ دقة التصحيح: ± 1 مم
6. يقوم المشغل بتشغيل آلية الطلاء من الأمام
7. شكل التجفيف:
(1) التجفيف بالهواء الساخن: دوران الهواء الساخن (إمداد الهواء الصاعد) ؛ أو إمداد الهواء العلوي والسفلي ؛
(2) طريقة التسخين: التسخين الكهربائي 5.0KW × 1 قسم = 5.0KW ؛
(3) سخان
8. طول الفرن: قسم واحد للفرن × 1.0 م / قسم = 1.0 م
9. مادة الفرن: كلا من الداخل والخارج مصنوعة من الفولاذ المقاوم للصدأ
10. درجة حرارة الفرن: درجة حرارة الغرفة - 150 درجة مئوية قابلة للتعديل ، دقة التحكم في درجة الحرارة & lt ؛ ± 5 ℃ ؛
عملية تدفق
تدخل المادة الأساسية لصفيحة الإلكترود الموضوعة على جهاز الفك في نظام شد الذراع المتأرجح بعد تصحيح الانحراف الأوتوماتيكي. بعد تعديل توتر فك اللفة ، يدخل رأس الطلاء ، ويتم طلاء ملاط الإلكترود وفقًا لإجراءات الإعداد لنظام الطلاء. يدخل لوح الإلكترود المبلل المطلي إلى الفرن للتجفيف بالهواء الساخن. يتم ضبط شد لوح الإلكترود المجفف بواسطة نظام الشد ، ويتم التحكم في سرعة اللف في نفس الوقت ، بحيث تتم مزامنتها مع سرعة الطلاء. يتم تصحيح لوح الإلكترود تلقائيًا بواسطة نظام التصحيح لإبقائه في الموضع المركزي ، ويتم لفه بواسطة جهاز اللف.
جهاز
1. آلية فك اللف (مع جهاز تصحيح الانحراف الأوتوماتيكي)
الجهاز مكون من فك مؤازر ، عمود فك اللفة مع التحكم في التوتر ، نظام تصحيح الانحراف الأوتوماتيكي ، إلخ. الملف يسحب للخارج ويدخل إلى جهاز شد الذراع المتأرجح بعد تصحيح الانحراف الأوتوماتيكي. يقوم الجهاز بنقل تغيير الشد أثناء التشغيل إلى وحدة التحكم في التوتر من خلال المستشعر ، وذلك لتحقيق توتر ثابت.
2. آلية شد ذراع التأرجح
تتكون الآلية من بكرات ، وأجهزة استشعار للموضع ، وما إلى ذلك. يمتص نظام شد الذراع المتأرجح التغييرات المؤقتة في مساحة التخزين بسبب التسارع ، والتباطؤ ، والفك وبدء البكرة ، وتقلبات الفضاء أثناء فترة الطلاء ، بحيث يكون التأثير على يتم تقليل الطلاء. يتم ضبط شد الركيزة من خلال موضع ذراع التأرجح ، بحيث تحافظ الركيزة على توتر ثابت أثناء عملية الطلاء ، ويتم التحكم في سرعة فك اللفة وسرعة الطلاء للحفاظ على التزامن.
3. آلية طلاء
يتم التحكم في هذه الآلة بواسطة PLC ومجهزة بمعدات أتمتة عالية التقنية للآلات الدقيقة والتكامل البصري الميكانيكي. إنه يتألف من قالب البثق ، بكرة الطلاء ، محرك الدفع ، مستشعر الألياف الضوئية ، محمل دقيق ومكونات تعمل بالهواء المضغوط عالية الأداء. من بينها ، محرك الدفع ، المخفض ، التحكم الهوائي ، ومحمل بكرة الطلاء هي محامل دقيقة. تشكل واجهة الإنسان والآلة ، PLC ، إلخ ، نظام طلاء متقطع ، وقد تم تصميم برنامج الطلاء وفقًا لحجم عملية المستخدم.
طريقة الطلاء لها وضعان للعمل: طلاء مستمر وطلاء متقطع. بالنسبة للطلاء المتقطع ، يمكن ضبط طول الطلاء والتباعد المتقطع للجانب الأول والجانب الخلفي على التوالي ، ويمكن ضبط طولين للطلاء بشكل منفصل لكل جانب. ومسافة متقطعة لتلبية المتطلبات الخاصة للمستخدمين. يمكن ضبط المعلمات المحددة باستمرار وفقًا لمواصفات البطارية (نبضة واحدة) بدقة دقة 0.01 مم. بعد وضع الغلاف الخلفي تلقائيًا بواسطة مستشعر الألياف الضوئية الذي يتتبع السطح الأول ، يتم تنفيذ الطلاء وفقًا للمعلمات المحددة على الظهر. يتم ضبط مؤشرات سرعة لفة القضيب واللف الخلفي وعرضها على شاشة اللمس.
4. نظام التجفيف
يتكون نظام التجفيف من سخان ، مروحة ، أنبوب عادم وفتحة هواء ، صندوق عزل ، باب فحص ، إلخ. يحتوي صندوق العزل على مقطع طوله 1.0 متر ، بإجمالي قسم واحد. الأجزاء الداخلية والخارجية للصندوق مصنوعة من أعمدة فولاذية مقاومة للصدأ. هيكل الصندوق عبارة عن هيكل عازل للحرارة لمنع فقدان الحرارة وتشغيل آمن. بعد دخول قطع العمود المبللة المطلية إلى صندوق التجفيف ، يتبنى الصندوق طريقة تجفيف الهواء العلوي للتجفيف الفعال للتجفيف ، يتم إرسال الهواء الجاف بواسطة المروحة ليتم تسخينه بواسطة سخان الهواء الساخن ، ثم يتم إرساله إلى داخل الفرن ، ويتم نفخه بالتساوي على الطلاء الرطب بواسطة فتحة الهواء ، ويتم تفريغ الهواء الجاف إلى الخارج بواسطة مروحة العادم.
5. آلية اتخاذ المتابعة
يتكون هذا الجهاز من مخرج الفرن وآلية شد الذراع المتأرجحة وجهاز محرك الحزام ونظام استشعار التوتر المتعرج. يظل الإيقاع متزامنًا.
6. آلية اللف
يتكون الجهاز من محرك سيرفو ، وعمود متعرج ، ونظام تصحيح الانحراف الأوتوماتيكي. أثناء عملية اللف ، يمكن للجهاز أن يجعل عمود اللف يتتبع موضع قطعة العمود ، بحيث يمكن الحفاظ على حافة قطعة عمود اللف نظيفة.
7. طلاء وتجفيف نظام التحكم الآلي
(1) نظام التحكم في الطلاء: يتكون هذا النظام من PLC ومحرك مؤازر وشاشة تعمل باللمس ومستشعر ألياف بصرية. كواجهة بين الإنسان والآلة ، فإن شاشة اللمس لديها صورة ودية ، وشاشة بديهية وعملية مريحة. أثناء عملية طلاء هذه الماكينة ، يتم عرض سرعة خط بكرة الطلاء وسرعة الطلاء وعدد الصفائح المطلية تلقائيًا على شاشة اللمس ، ويمكن مراجعة مجموعة المعلمات بدقة في أي وقت وفقًا لمتطلبات عملية الإنتاج.
(2) درجة الحرارة والتحكم: يتكون هذا النظام من منظم درجة الحرارة ، والمزدوجة الحرارية ، والسخان ، والمرحل ، وما إلى ذلك. يقيس ويتحكم تلقائيًا في درجة الحرارة الداخلية لكل قسم من فرن التجفيف
التكوين الرئيسي
نظام التحكم في الماكينة ونظام الهيكل عبارة عن نظام تحكم مغلق بدرجة عالية من التكامل ، التكوين الرئيسي هو كما يلي:
رقم. |
اسم |
تفاصيل |
المحتوى |
1 |
هيكل الرف |
|
هيكل لوحة عمودية متكامل ، معالجة احتضان ، بالإضافة إلى دبابيس تحديد المواقع بدقة لضمان دقة الموقف واستقراره |
2 |
فك جزء |
شكل التصحيح |
دورية حافة كهروضوئية ، محرك محرك ، تصحيح شامل للحركة |
|
|
تصحيح الضربة |
± 50 مم |
|
|
شكل الفك |
الفك التلقائي لمخفض سرعة المحرك |
|
|
طريقة نشمر |
عمود هوائي 3 بوصة |
|
|
أقصى قطر للفة |
φ300 |
3 |
أسطوانة طلاء |
بحجم |
φ210 * 360 |
|
|
مواد |
الكربون الصلب ، مطلي بالكروم |
|
|
وضع محرك الأقراص |
محرك سيرفو + مخفض |
4 |
وضع الطلاء |
رأس البثق |
عرض فعال 300 مم ، المادة: كربيد مطلي بالفولاذ المقاوم للصدأ |
|
|
نظام التحكم في موضع رأس البثق |
دفع الأسطوانة ، الضبط الميكانيكي ، الضبط الدقيق للآلية |
|
|
ضغط قصبة رأس غشاء البثق |
مقياس ضغط عالي الدقة 0-1 ميجا باسكال |
5 |
نظام التغذية |
أفسد مضخة |
Bingshen pump HEISHIN servo control feeding |
|
|
خزان النقل |
5 لتر ، تحكم ثابت في درجة الحرارة ، تحكم في مستوى السائل ، تحريك هوائي ، مرشح |
|
|
صمام طلاء |
صمام هوائي واحد |
|
|
نظام خطوط الأنابيب |
نظام الأنابيب الصحية ، لا توجد طرق مسدودة |
6 |
نظام التحكم في التوتر |
نوع الهيكل |
شد ذراع التأرجح ، اسطوانة احتكاك منخفضة |
7 |
دليل الأسطوانة (على بكرة) |
وضع التحكم |
التحكم في سرعة PID |
|
|
التوتر (N) |
30-80N |
|
|
|
لفة سبائك الألومنيوم ، العرض 340mm ، بأكسيد الصلب |
8 |
لوحة التشغيل |
شاشة اللمس |
تعمل وفقًا لواجهة الوظيفة |
9 |
منصة التشغيل |
زر |
بعض الوظائف هي نفس تشغيل الزر |
1. التحكم الآلي في التوتر الأمامي والخلفي:
1.1 متكامل تمامًا باناسونيك النظام؛
1.2 آلية الفك.
1.3 جهاز اللف ؛
1.4 تفكيك المحرك.
2. نظام التصحيح الأوتوماتيكي الأمامي والخلفي:
2.1 تحكم التصحيح: نظام تصحيح Aibo ؛
2.2 رأس الكشف: الكشف الكهروضوئي
3. نظام التحكم الرئيسي:
3.1 واجهة التشغيل: شاشة تعمل باللمس ؛
3.2 عمود الطلاء والأسطوانة الفولاذية: محرك سيرفو Yaskawa ؛
3.3 قالب البثق: مدفوع بأسطوانة ؛
3.4 وحدة التحكم في البرنامج: Panasonic PLC ووحدة التحكم ؛
3.5 أنبوب التدفئة: منزلي ؛
3.6 مسبار التحكم في درجة الحرارة: مزدوج حراري.
4. الفرن:
4.1 المواد داخل وخارج الصندوق: الفولاذ المقاوم للصدأ: ( الفولاذ المقاوم للصدأ SS304 )
4.2 عزل الصندوق: سمك الطبقة العازلة 50 مم ؛
4.3 مروحة: محلي ؛
4.4 مجرى الهواء: الفولاذ المقاوم للصدأ ؛
4.5 الرف: أجزاء الكربون الصلب + الطلاء
5. رأس الماكينة وفك الأجزاء المدمجة ذيل الماكينة وأجزاء الاستقبال
5.1 منضدة العمل: سطح مطلي بالنيكل ؛
5.2 مقعد محمل كبير: سطح مطلي بالنيكل ؛
5.3 أسطوانة الطلاء: فولاذ كربوني مع طلاء بالكروم على السطح ؛
5.4 الأسطوانة المطاطية: مطاط مقاوم للتآكل ؛
5.5 بكرة ألومنيوم: سبيكة ألومنيوم (سطح مؤكسد صلب)
5.6 رمح قابل للنفخ: طلاء الكروم على السطح






 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

