 English▼
English▼




فئات المنتجات
- بطارية خط إنتاج / طيار
- الجمعية مختبر البطارية
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- لي أيون "البطارية المواد"
- المواد الكاثودية النشطة
- المواد النشطة الأنود
- Customized Battery Electrode
- مواد الخلية العملة
- رقاقة الليثيوم
- أجزاء خلوية أسطوانية
- جامعي البطارية الحالية
- مواد موصلة للبطارية
- المنحل بالكهرباء والحقيبة
- Metal Mesh
- الموثق البطارية
- فاصل وشريط
- فيلم صفح الألومنيوم
- قطاع النيكل / احباط
- Battery Tabs
- مواد الجرافين
- Nickel Felt
- Titanium Fiber Felt
- بطارية
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- كل آلة تجميع البطارية
- Lithium Battery Production Plant
- صندوق قفازات فراغ
- أفران
- Coaters
- PVD Coater
- الضغط الهيدروليكي
- Large Press Machine
- الكواكب الطرد المركزي خلاط / مطحنة
- مطحنة الكرة
- آلة المختبر
- Cutting Machine
- رغوة القطب المعدني
اتصل بنا
- إذا كانت لديك أسئلة، يرجى الاتصال بنا، وسيتم الرد على جميع الأسئلة
- WhatsApp : +86 18659217588
- البريد الإلكتروني : David@tmaxcn.com
- البريد الإلكتروني : Davidtmaxcn@gmail.com
- إضافة : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

معدات الإنتاج الأوتوماتيكية لبطارية البوليمر لخط إنتاج حزمة بطارية الهاتف المحمول
Model Number:
TMAX-Polymer-PackPlace of Origin:
ChinaUpdate:
Optionalميناء الشحن:
Xiamen Portالدفع:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- البريد الإلكتروني : David@tmaxcn.com
- البريد الإلكتروني : Davidtmaxcn@gmail.com
- Wechat : 18659217588
معدات الإنتاج الأوتوماتيكية لبطارية البوليمر لخط إنتاج حزمة بطارية الهاتف المحمول


1. معدات F مسحة أنا مقدمة
يستخدم خط الإنتاج الأوتوماتيكي بشكل أساسي لإكمال عملية إنتاج حزمة بطارية الهاتف المحمول.
يتضمن تدفق العملية ما يلي:
1) ص بطارية أوليمر التبويب تشكيل و
2) اختبار OCV ،
3) علامة التبويب البطارية قطع
4) دبليو اللحام
5) د لاصق على الوجهين لصق و
6) BMS الانحناء
7) أ غرق لصق و تشكيل،
8) و بطارية غير نهائية اختبارات؛
9) لاصق الإسفنج FPC لصق .
وفقًا لتدفق العملية والمتطلبات الفنية ، يتم توصيل خط الحزمة بالمعدات الخمسة التالية:
(1) أ تغذية أوتوماتيكية + متعددة الوظائف م آلام ؛
(2) آلة لحام ليزر أوتوماتيكية ؛
(3) شريط لاصق مزدوج الجوانب + ثني صفائح النيكل على شكل L + آلة ثني الألواح الواقية ؛
(4) آلة لصق الرأس الأوتوماتيكية .

2-تدفق العملية

3. المعلمات الفنية
1. النطاق المطبق لحجم البطارية (الوحدة: مم):
الطول: 40-130 مم (باستثناء طول عروة العمود)
العرض: 30-70 ملم
السماكة: 3-10 مم
طول العروة: 4-20 مللي متر
2. الظروف البيئية:
ضغط الهواء لمصدر الهواء: 0.5 ~ 0.6 ميجا باسكال
جهد مزود الطاقة: 220 فولت ، 50 هرتز
إجمالي الطاقة: ≤ 15 كيلو واط
نسبة تحمل المنطقة: ≤ 500 كجم / م ²
درجة الحرارة المحيطة: 5 º سي - 50 º ج
الرطوبة: 50٪ - 90٪
3. كفاءة خط الإنتاج: ≥ 900 قطعة / ساعة
4. معدل استخدام المعدات: & GT. 98٪
5. معدل تأهيل المنتج: & GT. 98٪
6. يجب أن تكون اتجاهات التغذية والتفريغ للمعدات متسقة ، ويجب أن يكون ذيل النواة الكهربائية مواجهًا لسطح تشغيل الجهاز.
7. قابلية تطبيق العملية: ينطبق على البطاريات اللينة بنفس العملية.
8. تلبية متطلبات إنتاج السلامة ، بما في ذلك سلامة المنتج وسلامة البطارية.
9. البعد الكلي (باستثناء خط التجميع):
جسم السلك: 9200 (طويل) * 1200 (عرض) * 1900 (ارتفاع) ملم
ارتفاع خط التجميع: 900 مم ± 50 ملم
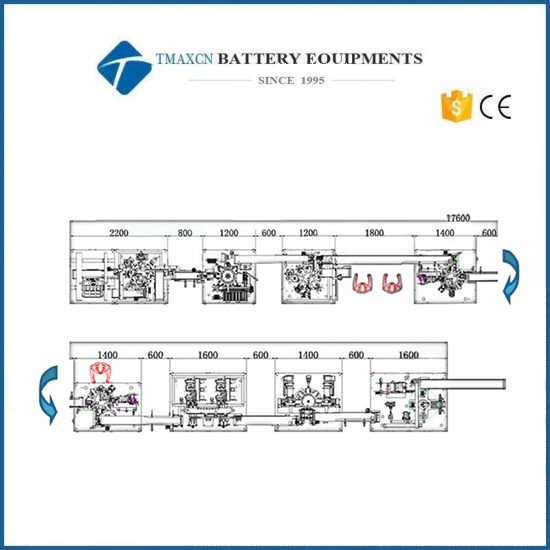
4 التخطيط العام للمعدات ووصف سير عمل المعدات
التخطيط العام لجسم الخط:

ملاحظة: يشمل الخط 4 أشخاص ، أحدهم مسؤول عن لوحة حماية آلة الليزر ؛
شخصان مسؤولان عن تركيب الغلاف المطاطي ؛
شخص واحد مسؤول عن التغذية وفحص الخط بالكامل واستبدال المواد مثل الشريط.
متطلبات الوظيفة والعمل لجهاز واحد:
(1) التغذية التلقائية + آلة متعددة الوظائف:
1) العمل الوظيفي
① يتم تحميل البطارية تلقائيًا من درج التغذية إلى خط التجميع لآلة التغذية من خلال آلة التغذية ، و يتم وضع اسطوانة تحديد المواقع ؛
② يستحوذ مناور النقل على البطارية من خط تجميع آلة التحميل إلى خط تجميع تغذية الماكينة متعدد الوظائف. يمكن تدوير البطارية بمقدار 90 ° أو انقلبت في الإرادة ؛
③ يدخل القلب الكهربائي من خلال خط تجميع التغذية للآلة متعددة الوظائف. بعد الكهرباء يتم وضع اللب ، يتم إمساكه إلى محطة التغذية للطاولة الدوارة بواسطة مناور التغذية ؛
④ يدور المنضدة الدوارة في اتجاه عقارب الساعة للدخول إلى محطة تشكيل الأذن الأولية لتشكيل الأذن ؛
⑤ قم بتدوير الطاولة الدوارة في اتجاه عقارب الساعة للدخول إلى محطة الاختبار ، واختبار المقاومة الداخلية للجهد ، ومسح الرمز وتحميل البيانات ؛
⑥ يدور المنضدة الدوارة في اتجاه عقارب الساعة للدخول إلى محطة قطع علامة التبويب اليسرى لقطع اللسان الأيسر ؛
⑦ يدور المنضدة الدوارة في اتجاه عقارب الساعة وتدخل محطة القطع في اللسان الأيمن لقطع اللسان الأيمن ؛
⑧ تتعفن الطاولة الدوارة أكل ق في اتجاه عقارب الساعة أدخل علامة التبويب الجراحة التجميلية الثانوية ، جراحة تجميل الأذن القطبية ؛
⑨ يدور المنضدة الدوارة في اتجاه عقارب الساعة للدخول إلى محطة تفريغ البطارية وتفريغ البطارية والإمساك بها إلى خط تغذية الجهاز ؛ تدور الخلية 90 ° ثم يبلغ 180 عامًا ° .
2) المتطلبات الفنية
① السعة (UPH): ≥1200 قطعة / ساعة
② معدل استخدام المعدات: & GT. 98٪
③ معدل مؤهل: & GT. 99.5٪
④ مدى الانحراف لطول قطع العروة القطبية: ± 0.2mm
⑤ عمر القاطع ≥400000 مرة
⑥ دقة اختبار الجهد: ± 0.01٪ rdg. ± 3 dgt ( حسب دقة المختبر) ؛
⑦ دقة اختبار المقاومة الداخلية: ± 0.5٪ rdg. ± 5dgt ( حسب دقة المختبر) ؛
⑧ معدل سوء التقدير: يجب أن يكون 100٪ في منتجات القناة OK و≤0.3٪ في منتجات القناة ng ؛
⑨ مسح رمز الخلية وربط وتحميل بيانات الاختبار ؛
⑩ يمكن أخذ المواد من صينية الشفط البلاستيكية المكدسة. لا يمكن توصيل الدرج بالدرج. لا يمكن أن تتلف البطارية أثناء عملية الإصلاح. ستتم إزالة الدرج الفارغ بعد أخذ المادة تلقائيًا وفرزها في كومة ؛
⑪ البعد الكلي (باستثناء خط التجميع):
2200 (طول) * 1200 (عرض) * 1900 (ارتفاع) ملم.
⑫ حجم المادة:
ملحوظة: تي حمولة طاولة الرفع الكهربائية الأساسية أقل من أو تساوي 40 كجم.
ن أمي |
الطول (مم) |
العرض (مم) |
سمك (مم) |
ر الزمارك |
مص ص أخير تي شعاع |
270-420 ملم |
215-350 ملم |
ارتفاع التراص للطبقات المتعددة ≤ 250 مم |
عدد الخلايا الكهربائية في كل لوحة 2 - 8 |
بطارية |
40 - 140 ملم |
35 - 80 ملم |
3 - 8 ملم |
3) تكوين المفتاح
① جهاز اختبار: Lanqi BK600A ، مجموعة واحدة
② بندقية المسح: هانيويل ، مجموعة واحدة
(2) آلة اللحام بالليزر:
1) العمل الوظيفي
① تدخل البطارية إلى آلة الليزر من خلال خط تجميع التغذية ، ويتم إمساكها بواسطة مناور التغذية إلى الموضع الثانوي ، وتدور البطارية 90 ° ؛
② يمسك مناور التحميل البطارية من الموضع الثانوي إلى محطة تحميل القرص الدوار ، وتدور البطارية 45 ° ؛
③ يدور المنضدة الدوارة عكس اتجاه عقارب الساعة للدخول إلى محطة تشكيل الأذن القطبية لتشكيل الأذن ؛
④ يدور المنضدة الدوارة عكس اتجاه عقارب الساعة وتدخل محطة التغذية للوحة الحماية لتحميل لوحة الحماية ؛
⑤ يدور المنضدة الدوارة عكس اتجاه عقارب الساعة وتدخل إلى محطة وضع لوحة الحماية لوضع لوحة الحماية ؛
⑥ يدور المنضدة الدوارة عكس اتجاه عقارب الساعة للدخول إلى محطة اللحام بالليزر للحام بالليزر ؛
⑦ يدور المنضدة الدوارة عكس اتجاه عقارب الساعة لإدخال البطارية
محطة التفريغ وتفريغ البطارية وإمساكها بخط تغذية الجهاز.
2) المتطلبات الفنية
① السعة (UPH): ≥ 1200 قطعة / ساعة
② معدل استخدام المعدات: & GT. 98٪ ؛
③ معدل مؤهل: & GT. 99.5٪ ؛
④ دقة موضع اللحام بالليزر: ± 0.02 مم ؛
⑤ تحقق من موضع اللحام للوحة الواقية وعروة القطب الكهربائي ، ودقة الموضع: ± 0.1 مم ؛
⑥ الحكم المسبق على اللحام النقطي (اللحام عند وضع اللوح الواقي وعروة القطب الكهربائي على ما يرام ، واختيارهما بدون لحام عند NG) ؛
⑦ معيار ثبات اللحام: قوة الشد لمواد النيكل والنيكل ≥ 2kgf ، قوة الشد من مواد الألمنيوم والنيكل ≥ 0.6 كجم
⑧ يمكن ضبط طاقة الأذن الإيجابية والسلبية للحام بالليزر بشكل منفصل وتبديلها بحرية (ملاحظة: الشركة المصنعة لآلة الليزر مسؤولة عن هذا العنصر ، والشركة المصنعة لجسم السلك مسؤولة عن بدء الاتصال ، وما إلى ذلك) ؛
⑨ البعد الكلي (باستثناء خط التجميع):
1200 (طول) * 1200 (عرض) * 1900 (ارتفاع) ملم.
⑩ حجم المادة:
اسم |
الطول (مم) |
العرض (مم) |
سمك (مم) |
ملاحظات |
لوحة واقية |
25-80 ملم |
ترهل FPC 5-30 ملم |
0.6-1.2 ملم |
(3) الشريط اللاصق ذو الجانبين + ثني صفائح النيكل على شكل L + آلة ثني الألواح الواقية:
1) العمل الوظيفي
① تدخل البطارية الشريط اللاصق على الوجهين + ثني صفائح النيكل على شكل L + آلة ثني الألواح الواقية من خلال خط تجميع التغذية. بعد وضع الخلية الكهربائية ، يتم إمساكها إلى محطة تحميل القرص الدوار بواسطة مناول التغذية ؛
② قم بتدوير المنضدة الدوارة عكس اتجاه عقارب الساعة للدخول إلى محطة اللصق لإكمال لصق المادة اللاصقة على الوجهين عند فوهة الكوب ؛
③ يدور المنضدة الدوارة عكس اتجاه عقارب الساعة وتدخل إلى محطة ثني صفائح النيكل على شكل L لثني صفائح النيكل على شكل حرف L ؛
④ يدور المنضدة الدوارة عكس اتجاه عقارب الساعة وتدخل محطة التشكيل لتشكيل لوح النيكل على شكل حرف L لضمان الملاءمة ؛
⑤ يدور الجدول الدوار عكس اتجاه عقارب الساعة للدخول إلى محطة تشكيل FPC لتشكيل FPC ؛
⑥ يدور المنضدة الدوارة عكس اتجاه عقارب الساعة للدخول إلى محطة ثني اللوحة الواقية وثني اللوحة الواقية 90 °
⑦ يدور المنضدة الدوارة عكس اتجاه عقارب الساعة وتدخل إلى محطة تفريغ البطارية. يتم إمساك تفريغ البطارية مباشرة بواسطة المناول إلى خط تجميع التغذية للمعدة ؛
⑧ بعد الانتهاء يدويًا من عمليات التثبيت اليدوي للغطاء المطاطي ، والطي اللوح الواقي يدويًا ، والطي يدويًا للوحة الدمج اللينة والصلبة على خط التجميع ، تتدفق البطارية إلى الجهاز.
2) المتطلبات الفنية
① السعة (UPH): ≥ 1000 قطعة / ساعة ؛
② معدل استخدام المعدات: & GT. 98٪ ؛
③ معدل مؤهل: & GT. 99.5٪ ؛
④ القطر الداخلي للأسطوانة اللاصقة على الوجهين (مم): ∅ 76 ؛
⑤ دقة الإلتصاق: ± 0.25 مم ؛
⑥ زاوية الانحناء: أقل من أو تساوي 90 ؛
⑦ يجب حماية القلب الكهربائي واللوحة الواقية ومكوناتها لمنع التلف ؛
⑧ البعد الكلي (باستثناء خط التجميع):
1200 (طول) * 1200 (عرض) * 1900 (ارتفاع) ملم.
(4) آلة لصق الرأس الأوتوماتيكية الكاملة:
1) وظيفة العمل
① تدخل البطارية آلة لصق الرأس عبر خط التغذية. بعد وضع الخلية الكهربائية ، يتم إمساكها إلى محطة تحميل القرص الدوار بواسطة مناول التغذية ؛
② قم بتدوير الطاولة الدوارة عكس اتجاه عقارب الساعة للدخول إلى محطة لصق الرأس ولصق غراء التشكيل على السطح العلوي للبطارية ؛
③ قم بتدوير المنضدة الدوارة عكس اتجاه عقارب الساعة للدخول إلى محطة تغليف الغراء ولف الأذنين على جانبي غراء القالب الموجود على الجزء الخلفي من البطارية ؛
④ تدور الطاولة الدوارة عكس اتجاه عقارب الساعة للدخول إلى محطة تغليف الغراء ولف الجزء العلوي من الرأس لتشكيل الغراء في الجزء الخلفي من البطارية ؛
⑤ يدور المنضدة الدوارة عكس اتجاه عقارب الساعة للدخول إلى محطة تفريغ البطارية وتفريغ البطارية والإمساك بها إلى خط تغذية الجهاز.
2) المعايير الفنية
① السعة (UPH): ≥ 1100 قطعة / ساعة ؛
② معدل استخدام المعدات: & GT. 98٪ ؛
③ معدل مؤهل: & GT. 99.5٪ ؛
④ القطر الداخلي للأسطوانة اللاصقة على الوجهين (مم): ∅ 76 ؛
⑤ دقة الإلتصاق: ± 0.25 مم ؛
⑥ البعد الكلي (باستثناء خط التجميع):
1400 (طول) * 1200 (عرض) * 1900 (ارتفاع) ملم.
5. المتطلبات العامة للمعدات
(1) متطلبات الاستخدام العامة
1) يمكن لكل معدات محطة تحديد عملية مستقلة أو عملية ربط وحفظ البيانات وفقًا لمتطلبات كل وحدة.
2) يمكن استبدال تركيبات الأدوات وهي قابلة للتطبيق على نماذج أخرى من المنتجات.
3) يجب استبدال الأجزاء البالية بسهولة بشكل منفصل.
4) يجب إجراء معالجة مانعة للانزلاق للبراغي في المحطات ذات نشاط وقوة عالية للمعدات ، ويجب تركيب دعامات أسنان على فتحات المسامير في الباكليت والأجزاء الأخرى.
5) تجنب أو قم بحماية الأجزاء التي يمكن أن تلحق الضرر بالنواة الكهربائية ، مثل السقوط ، التكسير ، الخدش ، اللحام ، إلخ.
6) يجب أن تتوافق المعالجة الكهروستاتيكية للمعدات بأكملها مع
متطلبات الشركة ، ويجب أن تكون الأجزاء الملامسة للوحة الواقية مصنوعة من مواد مضادة للكهرباء الساكنة.
7) يجب أن تكون كل المعدات مجهزة بمرافق الإضاءة على حدة ، والمصابيح الموفرة للطاقة مطلوبة.
8) حماية المنتج ومراقبة الجودة:
① ليس أقل من متطلبات تشغيل الخط اليدوي الحالي (انظر مخطط تدفق عملية المنتج للحصول على التفاصيل).
② تتطلب عملية التشغيل أن يكون رمز شريط البطارية ملزمًا بإغلاق البطاقة لتجنب فقدان المعالجة وتدفق المنتجات المعيبة.
(2) متطلبات السلامة الميكانيكية
1) الامتثال لمعايير السلامة الوطنية ولوائح السلامة والصحة الوطنية.
2) يجب أن يتم تزويد المعدات بإجراءات حماية جيدة وشاملة للسلامة ، مثل شبكة الحماية ، والحماية الكهروضوئية ، وشبكة الحماية وغيرها من أجهزة الحماية. يجب تزويد الأجزاء الدوارة والأجزاء الخطرة والأجزاء الخطرة على الجهاز بأجهزة واقية.
3) يجب أن تمنع أجهزة الحماية والمرافق الأخرى المشغلين من دخول منطقة خطرة العملية ، أو عندما يدخل الأفراد المنطقة الخطرة عن طريق الخطأ ، يمكن للمعدات إدراك الإجراء الوقائي المقابل ، والذي من غير المحتمل أن يتسبب في إصابة الأفراد ، أي الحماية الوقائية يجب أن تدرك الأجهزة الارتباط والتشابك مع نظام التحكم في المعدات.
4) يجب أن تكون الأجزاء والمكونات المتحركة التي يتم تعديلها وصيانتها بشكل متكرر مزودة بأغطية واقية متحركة. إذا لزم الأمر ، يجب تركيب جهاز متشابك لضمان عدم إمكانية بدء تشغيل الأجزاء المتحركة دون إغلاق وسيلة الحماية (بما في ذلك الغطاء الواقي ، والباب الواقي ، وما إلى ذلك) ؛ بمجرد فتح جهاز الحماية (بما في ذلك الغطاء الواقي والباب الواقي وما إلى ذلك) ، يجب أن يتوقف الجهاز تلقائيًا على الفور.
5) يجب أن يكون للإرسال والعمل والإشعاع وأجزاء أخرى من الجهاز أجهزة حماية جيدة للشاشة.
6) يجب ضبط آلية تشغيل المعدات ، مثل المقبض وعجلة اليد وقضيب السحب ، مع التشغيل المريح والسلامة وتوفير العمالة وعلامات واضحة وكاملة وثابتة وموثوقة.
(3) متطلبات السلامة الكهربائية
1) يمكن لنظام التحكم أن يضمن أن إمداد الطاقة للمعدات لن يسبب خطرًا في حالة حدوث خلل ، وأن الجهاز نفسه لن يتضرر أو يؤذي الأفراد.
2) يجب أن يكون نظام التحكم بعيدًا عن المناطق القابلة للاشتعال والانفجار ودرجات الحرارة العالية والرطوبة العالية ومناطق التآكل العالية. إذا كان لا مفر منه ، يجب وضع تدابير التدريع اللازمة ، ويجب أن تكون خزانة التحكم في ظروف جيدة لتبديد الحرارة. يجب أن يضمن خط التحكم أنه لن يسبب ضررًا حتى في حالة فشل الخط أو تلفه.
3) يجب وضع نظام التحكم في الموضع المناسب للتشغيل والمراقبة من قبل المشغل. الجهاز مجهز بأزرار التوقف في حالات الطوارئ الضرورية وفقًا للظروف المحددة. يجب أن تكون آلية الإيقاف في حالة الطوارئ ذاتية القفل ، ولون التشغيل أحمر. إذا كان هناك لون للخلفية ، يجب أن يكون لون الخلفية أسود. يجب أن تكون أجزاء التشغيل الخاصة بالمفتاح الذي يعمل بالزر من نوع دفع النخيل أو من نوع رأس الفطر.
4) نظام التحكم الكهربائي للمعدات: مع حماية من الحمل الزائد ووظائف حماية ماس كهربائى.
5) أثناء الفحص والضبط والصيانة ، يجب منع التشغيل الخاطئ لمعدات الإنتاج التي تحتاج إلى مراقبة المنطقة الخطرة أو أجزاء من جسم الإنسان التي يجب أن تمتد إلى المنطقة الخطرة. عندما يعرض الجهاز السلامة الشخصية للخطر بسبب بدء التشغيل العرضي ، يجب تكوين أجهزة حماية السلامة الإلزامية لمنع بدء التشغيل العرضي.
6) عندما يتم قطع الطاقة عن طريق الخطأ ثم تشغيلها مرة أخرى ، يجب أن تكون المعدات قادرة على تجنب التشغيل الخطير.
7) تم اعتماد نظام إمداد الطاقة ذي الخمس أسلاك ثلاثي الأطوار ، كما تم اعتماد إجراءات التوصيل المحايدة الوقائية لغلاف الجهاز.
8) أثناء تشغيل الجهاز ، عندما يفشل أحد المكونات أو يكون كذلك
معطوبة ، فإن الجهاز نفسه لديه تدابير وقائية مقابلة ، والتي لا يمكن أن تسبب ضررًا أكبر للمعدات نفسها أو تضر بالمشغل. تشمل تدابير الحماية بشكل أساسي: حماية وقت تشغيل الإجراء: عندما يتجاوز وقت التشغيل الفعلي لإجراء ما القيمة العادية ، فإنه سيعطي إنذارًا ؛ الحماية من سوء التشغيل: بسبب تراخي الختم وتخفيف الضغط لخط الأنابيب ، يجب أن يكون هناك إنذار عندما تعمل الأجزاء التي لا ينبغي أن تعمل.
9) هناك تدابير لمنع تآكل الأسلاك حول مخرج خزانة التوزيع ، ولا يوجد موصل في منتصف خط الطاقة.
6. العلامة التجارية وقائمة التعبئة من الأجزاء الهامة
(1) ماركات أجزاء مهمة:
رقم. |
فئة الجزء القياسي |
وصف الوظيفة وقيود العلامة التجارية |
1 |
إطار |
معالجة طلاء السطح بالخبز |
2 |
لوحة كبيرة |
يجب أن يكون السطح مطلياً كهربائياً بسمك 20 مم |
3 |
قطع غيار الآلات |
السفع بالرمل ومعالجة الأكسدة لأجزاء الألمنيوم ومعالجة الطلاء الكهربائي لأجزاء الحديد |
4 |
الإنسان والآلة |
العلامة التجارية تقتصر على vialon |
5 |
PLC |
Omron لديها ضمان لمدة ثلاث سنوات وتحتفظ بنسبة 10٪ من المنافذ |
6 |
مزود الطاقة |
Omron و Delta و Mingwei وغيرها من إمدادات الطاقة التحويلية |
7 |
المستشعر |
باناسونيك ، كيرنز ، اومرون |
8 |
ملحقات التحكم الكهربائي |
يجب أن يكون قضيب الأسلاك والأجزاء الكهربائية الأخرى من العلامات التجارية المحلية عالية الجودة على الأقل |
9 |
المقاولين |
شنايدر ، اومرون |
10 |
زر |
شنايدر ، اومرون |
11 |
محرك عادي |
Xintaichuang |
12 |
السائر المحركات |
رييس |
13 |
أجهزة السيارات |
باناسونيك ، فوجي |
14 |
I / O Board |
Lesai, Ni, Gugao |
15 |
اسطوانة عادية |
Yadeke ، SMC |
16 |
اسطوانة رودليس |
Yadeke ، SMC |
17 |
صمام الملف اللولبي |
ياديكي |
18 |
مجموعة معالجة مصدر الغاز |
ياديكي |
19 |
تحمل أو تحمل خطي |
Mismi و NSK و THK وماركات أخرى |
20 |
مرشد |
بنك شنغهاي و THK وعلامات تجارية أخرى |
21 |
الوحدة الخطية |
شنغهاي الفضة ، Mismi وغيرها من العلامات التجارية |
22 |
الأجزاء الهيكلية القياسية |
شنغهاي الفضة ، Mismi وغيرها من العلامات التجارية |
23 |
IPC |
Yanxiang |
24 |
شاشة |
فيليبس |
(2) قائمة التعبئة
رقم. |
اسم |
كمية |
ملاحظات |
1 |
قائمة التعبئة |
نسخة واحدة |
|
2 |
شهادة المطابقة |
نسخة واحدة |
|
3 |
دليل التشغيل |
نسختان |
|
4 |
رسم الآلات للأجزاء المعرضة للخطر |
نسخة واحدة |
|
5 |
رسم تخطيطي كهربائي |
نسختان |
ملف إلكتروني |
6 |
رسم تخطيطي لاتصال IO |
نسختان |
|
7 |
دليل صيانة المعدات |
نسخة واحدة |
|
8 |
قائمة الأجزاء المعرضة للخطر |
نسخة واحدة |
ملف إلكتروني |


![]()



![]()
1. نحن توريد الآلات مع دعم تقنية البطارية.
2. نحن توريد مجموعة كاملة من معدات بطارية الليثيوم للبحوث المعملية ، والبحوث على نطاق تجريبي وخط الإنتاج ه.


1 الحزمة القياسية المصدرة: الحماية الداخلية ضد الاصطدام ، تغليف صندوق خشبي للتصدير الخارجي.
2 الشحن السريع ، عن طريق الجو ، عن طريق البحر وفقًا لمتطلبات العملاء للعثور على الطريقة الأنسب.
3 مسؤول عن الضرر أثناء عملية الشحن ، سيغير جزء الضرر لك مجانًا.

 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

